
5. Método de remachado manual
Herramientas sencillas, fácil manejo y baja eficiencia.
A veces se utiliza para componentes pequeños, tuercas de soporte ycabeza avellanada de doble carafascinante

6. Método de remachado por impacto
Adecuado para diversas estructuras de remachado, incluso estructuras complejas y no abiertas, los accesorios pueden estar en diversas posiciones y estados durante el remachado; en comparación con el remachado, tiene una estabilidad de calidad deficiente, baja eficiencia y alto nivel de ruido.
Se utiliza para el remachado ordinario, el remachado de remaches de ranura anular y el remachado de remaches de alta cizalladura.
7. Método de remachado positivo
En comparación con el método de remachado inverso, el remachado presenta una pequeña deformación, buena calidad de la superficie de la piel, alta intensidad de mano de obra, baja eficiencia y su rango de aplicación está limitado por la estructura.
Se utiliza para remachado avellanado y remachado de ajuste por interferencia de remaches ordinarios con altos requisitos de calidad superficial para la piel.

8. Método de remachado inverso
Amplio rango de aplicación, mango superior ligero (en relación con la calidad del mango superior de remache regular), capaz de hacer que las piezas se adhieran firmemente, con gran deformación del remache. En casos severos, puede haberHundimiento localizado alrededor de la cabeza del remache.
Principalmente adecuado para el remachado de sellado de piezas estructurales no abiertas y recubierto con sellador.
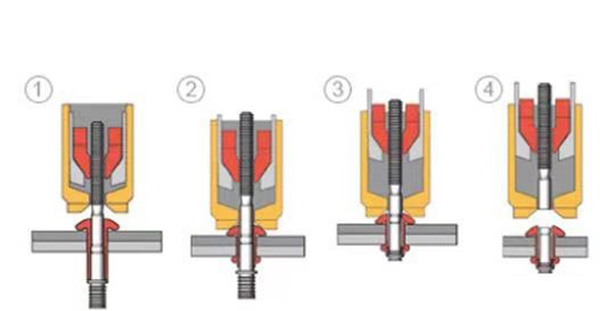
9. Método de remachado
La operación es sencilla y eficiente.pero la calidad del remache no es lo suficientemente estable.
Se utiliza para remachado de una sola cara, como el remachado de ranura anular por tracción, el remachado de alto cizallamiento por tracción con núcleo roscado, el remachado de remache hueco roscado, el remachado de tracción con núcleo de trefilado, el remachado de tracción con núcleo abombado, etc.
10. Método de remachado en caliente
El remachado es fácil de formar y menos propenso a agrietarse, con mejor calidad que el remachado en frío y que requiere herramientas y equipos más complejos. Se utiliza para el remachado de aleaciones de titanio.
Fecha de publicación: 11 de diciembre de 2023